Machining Operations.
 The machine shop at Arruzza High performance is set up to do one thing . All the required machining operations to build Chryslers 426 Hemi. The machine shop at Arruzza High performance is set up to do one thing . All the required machining operations to build Chryslers 426 Hemi.
I purchased many pieces of equipment from Herb McCandless when Herb closed up his shop and retired. One thing I have always kept in mind was each machining task required to build the best Hemi engines requires specific equipment.
 All my head work is done on a Sunnen VGS-20 guide and seat machine, the same head machine used in many NASCAR shops including Hendicks motorsports. My cylinder heads receive a complex variety of multi angle and full radius valve seat cuts with valve seat runout being of critical importance. Every seat is cut and then checked with a state of the art Sunnen runout gauge. The bowl and port work is done by hand with experience of 20 years of building Hemi engines utilized. All my head work is done on a Sunnen VGS-20 guide and seat machine, the same head machine used in many NASCAR shops including Hendicks motorsports. My cylinder heads receive a complex variety of multi angle and full radius valve seat cuts with valve seat runout being of critical importance. Every seat is cut and then checked with a state of the art Sunnen runout gauge. The bowl and port work is done by hand with experience of 20 years of building Hemi engines utilized.
My blocks are line bored and honed on a Sunnen CH-100 machine . I deck and surface my Blocks on a Storm Vulcan 85-B blockmaster with a BHJ block true fixture for exacting square deck standards.
 I bore my Blocks cylinders the only “true” method for a Chrysler style deep skirt block and that is off the deck surface with a BHJ bore true fixture . Many shops do this operation improperly by boring off the oil pan rail as per Chevrolet style equipment which is not as accurate as the deck surface boring I employ for accurate cylinder location and angle. I bore my Blocks cylinders the only “true” method for a Chrysler style deep skirt block and that is off the deck surface with a BHJ bore true fixture . Many shops do this operation improperly by boring off the oil pan rail as per Chevrolet style equipment which is not as accurate as the deck surface boring I employ for accurate cylinder location and angle.
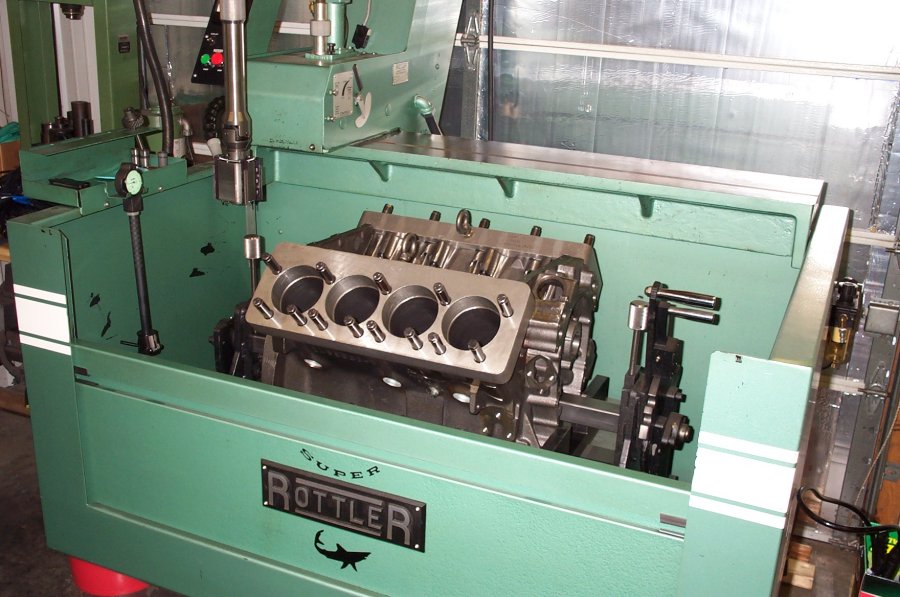
 Cylinder wall finish has always been a critical detail in proper engine building. I take great pride in cylinder wall preparation as it is vital for making horsepower. I hone my blocks in a Rottler HP5 power stroke honing machine. Rottler makes the only power stroke honing machine available that can give a cylinder the exact crosshatch angle from the top of the cylinder to the bottom. This is achived with an air over hydraulic arrangement . There is no other method currently available to achive this vital result. I use diamond stones and finish with plateau brushes . I have found no better way to finish cylinder walls. If there was I’d be utilizing that system. I install twin deck plates and the block must them sit for a minimum of 24 hours before rough honing begins. I generally will remove .001 to .002 and let the block “rest” overnight then finish the rough hone segment of the honing operation. After the block cools to shop temperature Finish honing can begin. Cylinder wall finish has always been a critical detail in proper engine building. I take great pride in cylinder wall preparation as it is vital for making horsepower. I hone my blocks in a Rottler HP5 power stroke honing machine. Rottler makes the only power stroke honing machine available that can give a cylinder the exact crosshatch angle from the top of the cylinder to the bottom. This is achived with an air over hydraulic arrangement . There is no other method currently available to achive this vital result. I use diamond stones and finish with plateau brushes . I have found no better way to finish cylinder walls. If there was I’d be utilizing that system. I install twin deck plates and the block must them sit for a minimum of 24 hours before rough honing begins. I generally will remove .001 to .002 and let the block “rest” overnight then finish the rough hone segment of the honing operation. After the block cools to shop temperature Finish honing can begin.
 Because I only build 30 to 35 Hemis per year there is no rushing to finish this ultra important task. Most shops put a block in the honing cabinet and are done with an hour or maybe two. My blocks are generally in my honing machine 3 to 4 days. Because I only build 30 to 35 Hemis per year there is no rushing to finish this ultra important task. Most shops put a block in the honing cabinet and are done with an hour or maybe two. My blocks are generally in my honing machine 3 to 4 days.
I hand hone my lifter bores as well as the intermediate shaft bronze bushing and fuel pump pushrod passage. I use aluminum BHJ deck plates for aluminum head engines and Iron BHJ plates for engines receiving iron heads. I always employ the same exact type head gaskets under the plates as the engine will receive for final assembly. Very few shops do this and it is of vital importance.
 If you don’t have ring seal you don’t have an engine. If an engine has a poor leak down measurement after run-in, lets say 10 % , on a 700 horse combination that is a loss of 70 Horsepower. Not acceptable. I have rebuilt engines for customers that had leak down numbers at over 30 % , that would be a loss of 210 Horsepower ! If you don’t have ring seal you don’t have an engine. If an engine has a poor leak down measurement after run-in, lets say 10 % , on a 700 horse combination that is a loss of 70 Horsepower. Not acceptable. I have rebuilt engines for customers that had leak down numbers at over 30 % , that would be a loss of 210 Horsepower !
 I blueprint all my distributors on my Sun 500 Distributor tester . Building only one style engine has allowed me to configure my shop and equiment to be the best at what needs to be done. I blueprint all my distributors on my Sun 500 Distributor tester . Building only one style engine has allowed me to configure my shop and equiment to be the best at what needs to be done.
My balancing work is done on my state of the art CWT 5000 balancer. CWT makes the most advanced balancer on the market , the physical machine and the computer software are second to none. Every spinning assembly I balance gets balanced to within 1 gram. Many shops stop at 1 ounce which to me is not acceptable. I can balance your flywheel and pressure plate with one of my many special mandrels . I just balanced one new billet flywheel and pressure plate that was 79 grams out , That would have been a problem.
If you get a Hemi from Arruzza High Performance , you know where the machine work was done, I do everything in-house.
|